В чем сложность сварки меди?
 Расплавление меди происходит при диапазоне температур — 1080-1830 градуса Цельсия. При интервале температур от 300 до 500 градусов Цельсия медь становиться горячеломкой. При жидком состоянии медь может растворять кислород и водород и это делает сварку меди более трудной. Сварка меди считается сложной из-за ее высокой теплопроводности, которая в шесть-семь раз превышает тепловую проводимость стали и ее сплавов. В расплавленном состоянии медь очень жидкотекучая.
Расплавление меди происходит при диапазоне температур — 1080-1830 градуса Цельсия. При интервале температур от 300 до 500 градусов Цельсия медь становиться горячеломкой. При жидком состоянии медь может растворять кислород и водород и это делает сварку меди более трудной. Сварка меди считается сложной из-за ее высокой теплопроводности, которая в шесть-семь раз превышает тепловую проводимость стали и ее сплавов. В расплавленном состоянии медь очень жидкотекучая.
Если сварка меди проводится дуговой сваркой, то величина тока должна быть очень высокой. Из-за высокой жидкотекучести, которая есть у меди, кромки этого металла и его сплавов необходимо соединять очень плотно, без зазоров. При раскрытие кромок их угол должен быть 90 градусов. Если медь имеет толщину больше шести миллиметров, то ее сварку проводят после предварительного подогрева. Медные листы от одного до трех миллиметров сваривают с отбортовкой кромок, без применения присадочного металла.
Тонкие листы, которые меньше шести миллиметров, после соединительной сварки необходимо проковать в холодном состоянии, а более толстые — при температуре, не ниже 200-300 градусов Цельсия. Проковываются металлические швы и переходная зона. После проковки, чтобы швы на металлы были пластичными и вязкими, металл обжигают до температуры от 550 до 660 градусов, и быстро охлаждают в воде, для придания зоне около швов мелкозернистого строения. Если проводить проковку металла при температуре выше 300 градусов Цельсия, то могут возникнуть трещины, так как медь становится очень хрупкой.
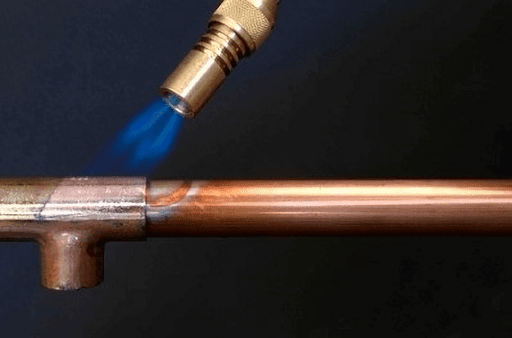
Проводят такую сварку дугой длинной до 10-15 мм, на постоянных показателях тока, прямой полярности и напряжении 40-55В, металлическим или угольным электродом, с применением порошковых (флюсовых) покрытий. Чтобы не произошло окисления меди, сварка проводится быстро, без перерыва и остановок, со скоростью, не меньше чем 0,25 м/мин. Присадочный пруток должен быть помещен между концами электродов и расплавленной ванной основного металла, не погруженной в ванну. Электрод располагают под углом 70-80 градусов, а присадочный прут — 39 градусов по отношению к листам, которые сваривают. Проволока, которая плавится, в виде капель поступает в сварочную ванну. Также медь сваривают и при помощи вольфрамового электрода в защитной среде азота. При газовой сварке меди, толщиной до 10 мм, ее сваривают пламенем, мощность которого составляет 150 дм3/ч ацетилена на один миллиметр толщины пламени.