Обработка металлов: обточка, шлифовка и полировка
 Такие виды механической обработки металлических изделий, как обточка, шлифовка и полировка, сводятся к очистке их поверхностей для подготовки к покраске, сварки и так далее. Очищаемые поверхности могут быть покрыты ржавчиной или краской, либо подвергнуться окислению. Кроме того, на них нередко остаются биологические или органические материалы, формовочный песок, другие металлы.
Такие виды механической обработки металлических изделий, как обточка, шлифовка и полировка, сводятся к очистке их поверхностей для подготовки к покраске, сварки и так далее. Очищаемые поверхности могут быть покрыты ржавчиной или краской, либо подвергнуться окислению. Кроме того, на них нередко остаются биологические или органические материалы, формовочный песок, другие металлы.
Механическая очистка может заключаться в пескоструйной обработке, очищении наждачными лентами или бумагой, обработке с помощью шлифовальных или абразивных кругов и частиц.
Захват тяжелых частиц, которые образуются в ходе очистки, предполагает работу на высокой скорости, чтобы избежать осаживания частиц на составляющих очистной системы. Как показывает практика, сразу после захвата материала, скорость в трубопроводах должна быть как минимум 3,5 тысяч футов в минуту, но нередко требуется от 4 тысяч до 5 тысяч футов в минуту.
При этом стоит использовать кожух, способный покрыть максимум пространства рабочей зоны. В полноценном кожухе есть особая необходимость, если удаляемый материал обладает высокой токсичностью. В противном случае, местная вентиляция вряд ли справится со своей задачей, и рабочие должны быть оснащены респираторами.
Обточка металлов
Обточка металлов предполагает использование разных форм абразивных зерен. Как правило, они надежно соединяются с помощью связующих материалов, вследствие чего формируются абразивные круги, стержни и камни. Кроме того, такие материалы, как карбид кремния или оксид алюминия, могут наноситься на ткань, бумагу или волокнистые материалы. В качестве абразива часто применяются обломки алмаза, получившие название алмазной крошки.
Аспирационные системы необходимы там, осуществляется пескоструйная обработка или галтование металлов, ременная, центральная, вертикальная или горизонтальная шпиндельная шлифовка. Удаление пыли требуется и при портативной, поверхностной и небольшие радиальной, в общем, там, где активно задействованы шлифовальные станки и шлифовальные столы.
Виды исходных материалов
- Частицы таких черных и цветных металлов, как сталь, чугун, алюминий, титан.
- Частицы неметаллов: тормозных колодок, резины, композитов.
- Материалы от шлифования абразивами. Как указывалось, шлифовальные круги включают в себя абразивные зерна, крепко соединенные связующим материалом. Его структура позволяет, удаляя стружку, при контакте выбрасывать ее за зону круга. Если площадь контакта существенная, применяется крупная структура зерна, а при необходимости тонкой обработки с минимальной площадью контакта используется мелкая структура зерна.
- Шлифовальные колеса или круги содержат скрепляющий материал для соединения абразивных зерен. В зависимости от вида и количества этого материала, круги могут быть «мягкими» или «жесткими». Выделяются шесть типов шлифовальных колес:
- керамические круги, представляющие собой 75% подобных изделий, при всей своей простоте отличаются эффективностью и не подвергаются воздействию воды, низких и высоких температур, а также кислот;
- силикатные – очень мягкие круги, легко выбрасывающие абразивные зерна, рекомендованы к применению там, где требуются низкие температуры, например, при шлифовке инструментов;
- шлаковые – изделия, предназначенные для финишной обработки валов и прокатных валков, а также для тонкой огранки колес, однако не подходящие для сложных условий шлифования;
- резиновые – круги, используемые для отделки высокого качества, где заусеницы сведены к минимуму, хотя бывают и такие колеса для процессов, где нет потребности в высоком качестве отделки: сварные швы, пули, нержавеющая сталь. Можно изготовить резиновые круг толщиной 1/32 дюйма и даже меньше;
- резиноидные – колеса, предназначенные для применения в литейных цехах, где необходим высокоскоростной грубый помол. Эти колеса могут работать на скорости, превышающей 9500 об/мин.;
- магнезитные (оксихлорид магния) – колеса, специально изготавливаемые для определенных типов шлифования.
Свойства пыли
В пыли, образуемой в процессе обточки, сочетаются металлические частицы, фрагменты материала покрытия, металлических частиц и элементов шлифовального колеса. Содержащая абразивные частицы пыль является агломерационной и несет в себе потенциальные риски возгорания и взрыва.
Системы аспирации
Поскольку при металлообработке используются разные типы станков, вытяжки должны быть адаптивно разработаны под каждую установку с учетом того, что вытяжные и аспирационные системы должны размещаться как можно ближе к зонам наибольшего образования пыли.
Не рекомендуется использовать общую вытяжку для удаления черных и цветных металлов. При обустройстве систем аспирации стоит придерживаться международных норм NFPA.
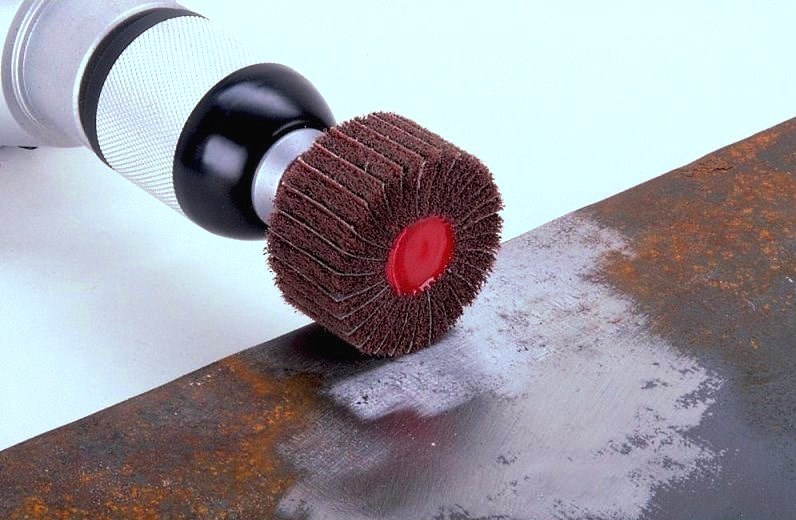
Полировка и шлифовка
Полировка – процесс, направленный на максимальное сглаживание шероховатых поверхностей. Различаются:
- сатинирование;
- предварительная полировка;
- полировка для придания поверхности гладкости и блеска.
Сатинирование осуществляется с использованием атласа или щетки. Атласная обработка является предварительным этапом перед полировкой, направленной на придание финальной гладкости и блеска изделию. Этот вид отделки предполагает использование абразивных и клейких смесей.
Полировка цвета используется для улучшения поверхности и придания ей максимального блеска. Перемещение заготовки происходит в направлении от колеса с использованием среднего и малого давления.
Полировка для удаления царапин придает гладкость поверхности, устраняя следы от предыдущих операций. Заготовка под средним и сильным давлением перемещается в направлении против колеса.
Полировку нельзя назвать обработкой высокой точности, ее предназначение – это удаление металлических и произвольных мелких частиц. Результатом трения является повышение температур и, соответственно, размягчение поверхности обрабатываемой детали.
Аспирационные устройства необходимы при автоматической и круговой полировке, шлифовке на токарных станках и шлифовальных машинах.
Исходные материалы
Полировочные круги делаются из хлопка, серна. Они очень отличаются по конструкции и могут вращаться со скоростью 5000-6000 оборотов в минуту. Каждое из таких колес имеет как безопасные, так и опасные зоны эксплуатации. Представим несколько типов таких устройств:
- Свободные баффы, изготовленные из нескольких слоев материала, — круги, которые чаще всего задействуются для полировки перед финальным покрытием. Поскольку круги сшиваются неплотно, хлопок легко попадает в труднодоступные места. Идеальными считаются баффы из стопроцентного хлопка.
- Баффы, сшитые из ткани в виде полумесяца от центра к краю, — круги, используемые для полирования цветных металлов.
- Диагональные баффы – круги, используемые в промышленности наиболее часто. При их изготовлении материал разрезается под углом 45°, оборачивается вокруг барабана и сжимается в клин. В них сочетаются гибкость и мощность резки. Благодаря расстоянию между секциями, обеспечивается естественная вентиляция. Устройство может настраиваться для работы с частицами любых размеров.
- Дисковые сложенные баффы с карманами, содержащими смеси.
- Сизалевые баффы – наиболее агрессивные полировочные материалы, применяемые преимущественно для обработки черных металлов. Под воздействием тепла во время полировки сизаль обретает мягкость и гибкость.
- Струнные баффы, обладающие мягкостью и гибкостью, могут иметь до сотни слоев ткани и обладать мягкой, жесткой или средней плотностью. Они используются для драгоценных металлов или пластика.
- Полировочные соединения необходимы для лучшего соединения баффа и увеличения скорости полировочных работ. Они образуются столь тонкими абразивными материалами, как оксид алюминия, карбид кремния, карбид бора, наждак, алмаз, цирконий в соединении с маслами и восками разных типов.
- Хром, применяемый для полировки нержавеющей стали. В основе – мягкое масло и смазка из абразивов оксида алюминия.
- Ювелирные соединения применяются для полировки меди, стерлинга, драгоценных металлов. В процессе отделки они придают блеск алюминию, латуни и нержавеющей стали. Кроме того, они используются для тонкой полировки цвета на металлах любых типов.
- Жидкие полировочные составы применяются на производствах. Благодаря распыляющим пистолетам, жидкие соединения успешно перекачиваются из барабана и применяются по назначению. Абразивные порошки применяются в аэрозольных соединениях. При комнатной температуре связующие вещества, используемые в масляных эмульсиях или растворах, остаются жидкими.
- Полировочные колеса, сделанные из муслина, холста, шерсти или кожи, производят операции полирования в диапазоне 5000 – 7500 оборотов в минуту. Будучи более гибкими, полировальные круги более подходят для обработки неровных поверхностей.