Методы контроля качества сварного шва
 Сварные швы контролируют визуально-оптическим, ультразвуковым, проникающих излучений (рентгеновским), вихретоковым, магнитопорошковым, проникающих веществ неразрушающими методами, а также путем механических испытаний образцов сварных швов и зоны термического влияния.
Сварные швы контролируют визуально-оптическим, ультразвуковым, проникающих излучений (рентгеновским), вихретоковым, магнитопорошковым, проникающих веществ неразрушающими методами, а также путем механических испытаний образцов сварных швов и зоны термического влияния.
Наиболее распространенными являются визуально-оптический, ультразвуковой, рентгеновский методы. Визуально-оптический контроль проводится внешним осмотром изделия с или без применения оптических инструментов. Ультразвуковой контроль обеспечивает обнаружение внутренних и поверхностных дефектов в теле сварного шва и околошовной зоны. При этом в контролируемом участке изделия формируется акустический луч с заданным наклоном относительно поверхности ввода. Сканирование и обнаружение дефекта сварного шва осуществляется по схеме, показанной на рис. 1.
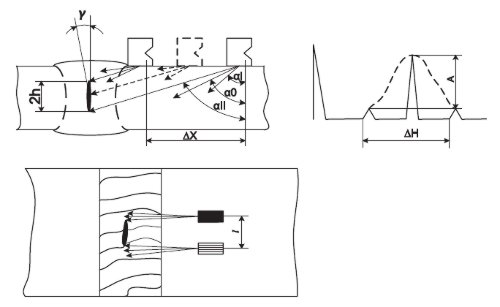
Рис. 1. Контроль сварного шва путем его сканирования ультразвуковым лучом
Рентгеновский метод также позволяет обнаруживать внутренние и поверхностные дефекты в теле сварного шва и околошовной зоны. Но он является существенно более дорогим и опасным для оператора и окружающей среды. Его суть показана на рис. 2.
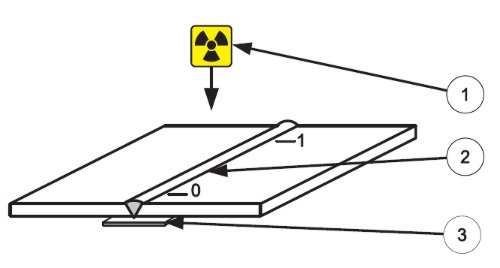
Рис. 2. На рисунке: 1 – источник излучения; 2 – контролируемый участок сварного шва;
3 – кассета с фотопленкой
Как правило, неразрушающий контроль осуществляют двумя и более методами – визуально-оптическим и ультразвуковым или рентгеновским. Этим и достигается более высокая достоверность контроля.
Анализ преимуществ и недостатков различных методов контроля показывает, что предпочтение целесообразно отдавать, при прочих равных условиях, акустическому методу контроля. Тем более, что в настоящее время появились разработки новых – бесконтактных способов возбуждения и приема ультразвуковых импульсов. Они позволяют проводить контроль без удаления защитных покрытий (например, краски), без специальной зачистки корродированных участков, с высокой производительностью, в холодном и сильно нагретом состоянии. Среди них наиболее разработанным является электромагнитно-акустический.
Следует отметить бурное развитие вихретокового метода – для обнаружения дефектов сварных швов, выходящих на поверхность или в приповерхностном слое. Он имеет высокую производительность, низкие эксплуатационные затраты, не требует удаления защитных покрытий.
Для обеспечения неразрушающего контроля необходимо иметь высококвалифицированный, обученный и сертифицированный обслуживающий персонал, аттестованные приборы, утвержденную нормативно-техническую документацию, согласованное с метрологическими службами метрологическое обеспечение, помещения и дополнительное оборудование и др.
Выбор приборов и оборудования на рынке достаточно широкий. В продаже имеются современные приборы различных производителей. Подходить к выбору средства контроля необходимо исходя из конкретных задач по обеспечению качества сварных швов и многих других особенностей.