Электроэрозионная резка металла
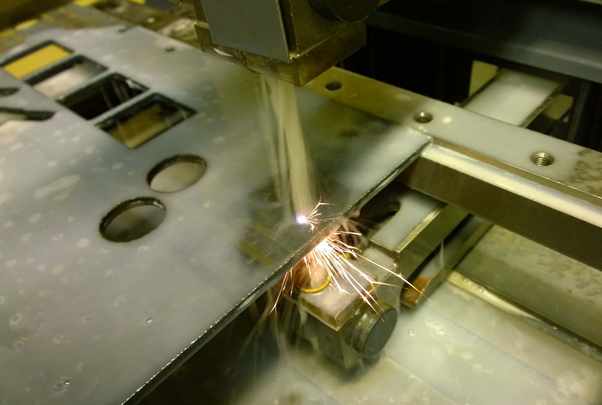 Электроэрозионная резка — один из технологических процессов, выполняемых методом электроэрозии. Осуществляется на обоих видах электроэрозионных станков: резка электродом-инструментом на прошивном станке и электроэрозионная резка проволокой.
Электроэрозионная резка — один из технологических процессов, выполняемых методом электроэрозии. Осуществляется на обоих видах электроэрозионных станков: резка электродом-инструментом на прошивном станке и электроэрозионная резка проволокой.
Электроэрозия в ряде случаев заменяет механическую обработку и в то же время позволяет совершать операции, которые другими методами сделать невозможно.
Технологические операции, аналогичные тем, которые выполняются на металлорежущих станках:
- разрезание;
- шлифование;
- расточка отверстий и др.
Процессы, осуществимые только с помощью метода электроэрозии:
- получение фасонных полостей;
- прошивание отверстий в сплошном металле;
- вырезание сложнопрофилированных плоских деталей и пр.
Когда стоит выбор между механической обработкой и электроэрозионной, электроэрозионную выбирают в таких случаях:
- материал сложно разрезать механическим путем из-за его свойств (твердые, нержавеющие, жаропрочные сплавы, термообработанные стали и др.);
- затруднен доступ к зоне обработки;
- обрабатываемая поверхность имеет сложную форму;
- исправление деталей, деформированных термообработкой;
- удаление остатков сломанного инструмента.
Электроэрозионная резка применяется для обработки твердых сплавов, нержавеющих, жаропрочных, термообработанных сталей, медных, алюминиевых, титановых сплавов, чугунов, графита и любых других токопроводящих материалов (независимо от твердости, прочности, вязкости и пр.).
Еще одно важное достоинство метода электроэрозии — высокое качество обработки (точность и качество поверхности). В большинстве случаев показатели намного лучше, чем при механической обработке.
Приемы, применяемые для интенсификации электроэрозионной обработки:
- вибрация электрода-инструмента. Вибрация усиливает обмен жидкости в межэлектродном промежутке, очищает его от продуктов эрозии и газовых пузырей, что увеличивает мощность и повышает производительность;
- нагнетание рабочей жидкости в межэлектродный промежуток.
Точность ЭЭО определяют погрешности. Выделяют погрешности, характерные для любой обработки, и погрешности, свойственные для электроэрозии.
К первой группе относятся: погрешность установки, настройки, системы ЧПУ, погрешности от деформаций системы (динамических, упругих, тепловых) и пр.
Погрешности второй группы зависят от:
- изменения размера межэлектродного промежутка;
- износа электрода-инструмента;
- изменения свойств рабочей жидкости во время электроэрозии;
- схемы использования рабочей жидкости.