Станки с ЧПУ
 В зависимости от основных операций обработки станки с ЧПУ объединены в различные технологические группы.
В зависимости от основных операций обработки станки с ЧПУ объединены в различные технологические группы.
Токарные станки с ЧПУ являются наиболее многочисленной группой в парке станков с ЧПУ. Их выпускают в следующих исполнениях: центровые, патронные, патронно-центровые и карусельные. В основном токарные станки имеют горизонтально расположенную ось шпинделя. Исключение составляют двухсуппортные станки и карусельные станки для обработки крупных деталей. По расположению направляющих суппорта токарные станки с ЧПУ выпускают с горизонтальным, вертикальным или наклонным расположением.
Станки с вертикальными и наклонными направляющими оригинальны в своем исполнении и имеют следующие преимущества: удобство обслуживания, облегчение схода и удаления стружки, расположение ходового винта станка между направляющими, что способствует повышению точности перемещения суппорта.
Токарные станки имеют две управляемые координаты:
- Z — вдоль оси шпинделя;
- X — перпендикулярно этой оси.
Перемещение по оси Z осуществляется кареткой станка, вдоль оси X — поперечными салазками суппорта. На поперечных салазках установлены либо резцедержатель (при смене инструмента из магазина), либо револьверная поворотная инструментальная головка. Головка может иметь два различных положения оси поворота: совпадающее по направлению с осью Z и перпендикулярное плоскости XZ. Существует тенденция оснащения станков не одной, а двумя револьверными головками (рис. 19.5).
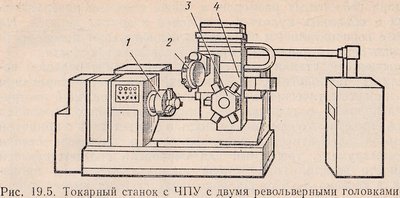
Одна головка 2 имеет ось поворота, совпадающую по направлению с осью Z и используемую для обработки наружных поверхностей. Другая головка 3 имеет ось поворота, перпендикулярную плоскости ХZ, и инструменты, закрепленные в ней, предназначены для обработки внутренних поверхностей. Располагают головки по разные стороны от оси шпинделя с некоторым сдвигом относительно друг друга: головка 2 установлена на поперечные салазки 4 ближе к переднему торцу шпинделя 1, а головка 3 удалена от него. Такое размещение способствует лучшему доступу инструментов к обрабатываемой заготовке. На станках с двумя головками в работе могут участвовать 10-16 режущих инструментов.
Расточные и сверлильные станки
Расточные станки с ЧПУ можно разделить на две основные группы: с горизонтальным или вертикальным расположением шпинделя.
На расточных станках фрезеруют плоскости и пазы, сверлят и зенкеруют отверстия, растачивают отверстия, подрезают торцы, нарезают резьбу метчиками.
На расточных станках с вертикальным расположением шпинделя целесообразно обрабатывать плоские заготовки (планки, плиты, фланцы, рычаги и др.), на горизонтально-расточных — корпусные детали. Для обработки заготовки с разных сторон на станках с вертикальным шпинделем необходимо иметь различные ее установы. Обработку с четырех боковых сторон на горизонтально-расточном станке можно выполнять при одной установке заготовки, осуществляя поворот стола.
Сверлильные станки с ЧПУ изготовляют в двух исполнениях: вертикально-сверлильные и радиально-сверлильные. На них можно выполнять разнообразные работы: сверление, зенкование, зенкерование, развертывание, нарезание резьб, фрезерование и т. д. Наличие крестового стола, возможность работать последовательно несколькими инструментами, а в некоторых случаях и многоинструментальными головками значительно расширяют возможности станка.
Фрезерные станки с ЧПУ компонуют по типу вертикальных и горизонтальных консольных и бескопсольных одно- и двухстоечных станков. Горизонтально-фрезерные станки оснащают поворотным столом, управляемым по программе.
На фрезерных станках с вертикальным шпинделем преимущественно изготовляют плоскостные и коробчатой формы детали небольших габаритных размеров, а также сложные поверхности плоских и объемных кулачков, шаблонов и других деталей. На станках с горизонтальным шпинделем обрабатывают поверхности корпусных деталей, расположенные в различных плоскостях.
Многоцелевые станки обеспечивают выполнение большой номенклатуры технологических операций без перебазирования детали и с автоматической сменой инструмента. Режущий инструмент расположен в специальных инструментальных магазинах большой емкости, что дает возможность в соответствии с принятой программой автоматически устанавливать в шпинделе станка любой инструмент, требуемый для обработки соответствующей поверхности детали. Такая смена инструмента станка производится в течение 3—5 с. На некоторых станках вместо смены инструмента в рабочем шпинделе осуществляется замена шпинделей вместе с вставленными в них инструментами.
В соответствии с классификацией систем управления принята следующая система обозначения моделей станков с ПУ. К основному обозначению модели станка добавляют один из следующих индексов:
- Д — станки с цикловым управлением;
- Ф1 — станки с цифровой индексацией положения, а также станки с цифровой индексацией и ручным вводом данных;
- Ф2 — станки с позиционными СЧПУ;
- ФЗ— станки с контурными СЧПУ;
- Ф4 — станки со смешанными системами ЧПУ.
Кроме того, введены индексы, отражающие конструктивные особенности станков, связанные с автоматической сменой инструмента:
- Р — смена инструмента поворотом револьверной головки;
- М — смена инструмента из магазина.
Индексы Р и М записывают перед индексами Ф2 и ФЗ:
- РФ2 — станки с позиционной СЧПУ с револьверной инструментальной головкой;
- МФЗ — станки с контурной СЧПУ со сменой инструмента из магазина;
- МФ4 — станки со смешанными системами управления и магазином инструментов.
Некоторые модели станков с ЧПУ имеют и другую индексацию; например, у ранее выпускавшихся моделей станков после основного обозначения стоят индексы П или ПР. В других случаях (особенно для специальных станков) применяют буквенные индексы заводов-изготовителей с указанием порядкового номера модели:
- СМ-213 — станок Минского завода автоматических линий;
- ОФ-46 — станок Одесского завода фрезерных станков и т. д.